Accueil /
Profilés en aluminium extrudé Argentan 61
Comment trouver un fournisseur de profils aluminium extrudés en France
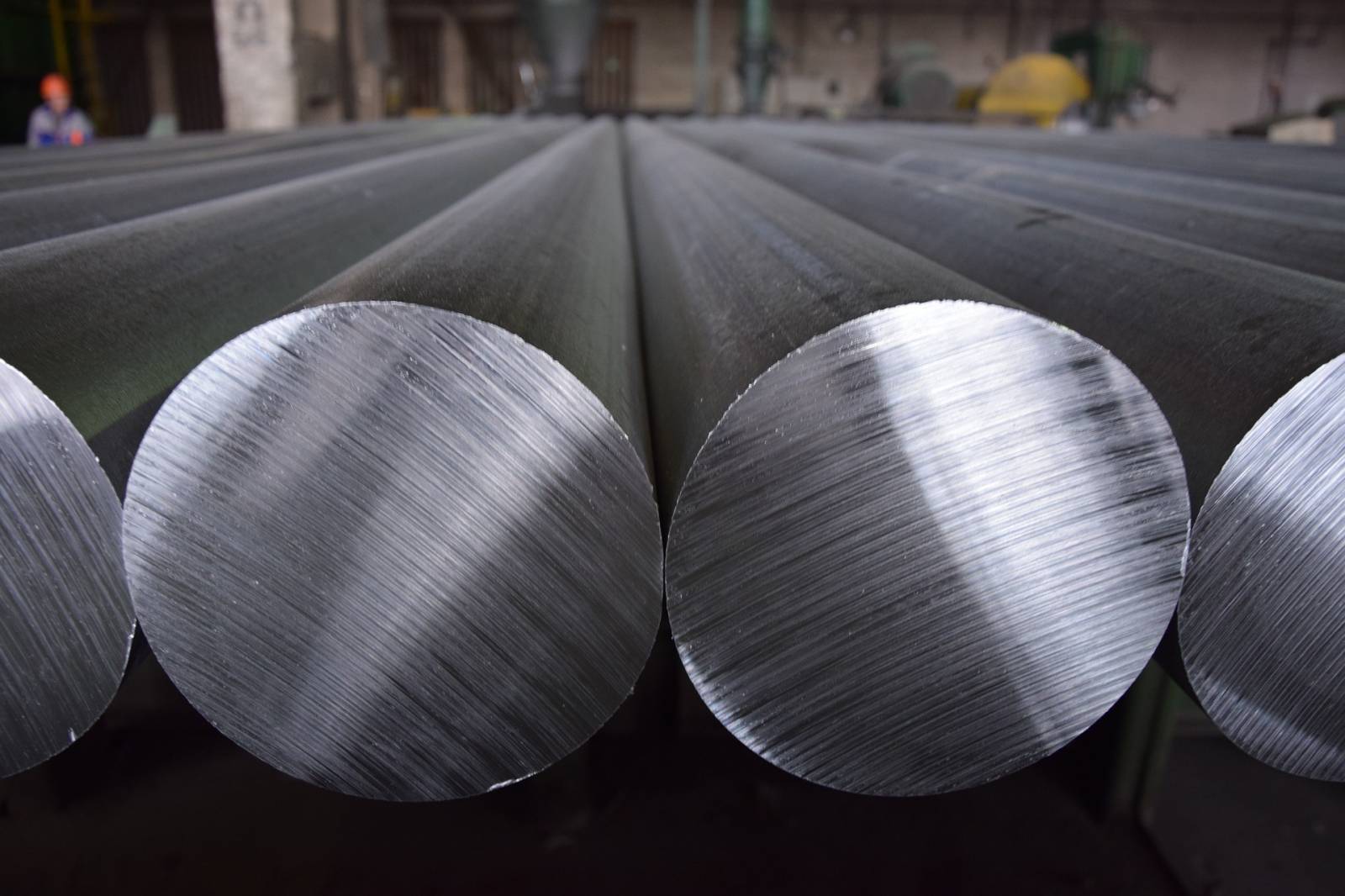
L’extrusion des profils aluminium est réalisée par la poussée de billettes dans une presse hydraulique.
Cette forte pression de 400 à 2500 tonnes oblige la matière à s’évacuer dans le ou les orifices de la filière. Les profils aluminium sont donc formés en une ou plusieurs sorties.
La vitesse d’extrusion varie de 3 à 40 mètres à la minute. Le refroidissement est
immédiatement réalisé par air ou par eau.
Vient ensuite l’étirage des profils alu afin de lui donner les caractéristiques géométriques voulues.
Les profils sont ensuite coupés à la longueur désirée avant le passage au four pour obtenir le traitement thermique et la dureté convenue.
L'alliage 6061 est très utilisé en France comme matériau de construction. Il offre une bonne résistance mécanique pour les profils aluminium et il s'usine très bien. Le 6061 T6 est très utilisé dans le bâtiment et dans...
En savoir plus

Vous êtes à la recherche d’un profil aluminium en alliage résistant, ALUCAD vous propose son alliage 6005 A T6.
Alliage très utilisé notamment dans les domaines aéronautiques et du bâtiment, le 6005 A T6 vous procure une résistance plus...
En savoir plus

L'aluminium est aujourd'hui l'un des matériaux les plus présents dans le
domaine de la PLV.
ALUCAD est votre spécialiste pour tous les types de profils aluminium et
la PLV n’échappe pas à la règle.
Que ce soit pour l’assemblage de meuble a...
En savoir plus

L’aluminium propose de nombreux alliages différent et parmi ceux-ci le 6063.ALUCAD est votre spécialiste pour les profils aluminium et vous propose ici une présentation de cet alliage.Très ressemblant du 6060, le 6063 est l'alliage le plus utilisé en Chine...
En savoir plus

ALUCAD est une société normande qui a choisi de s'installer en Chine afin de vous proposer les profils aluminium pour mobilier urbain aux meilleures conditions.Notre but est d'extruder votre profil aluminium, de l'usiner, de l'anodiser ou le laquer et ainsi vous fournir le produit...
En savoir plus
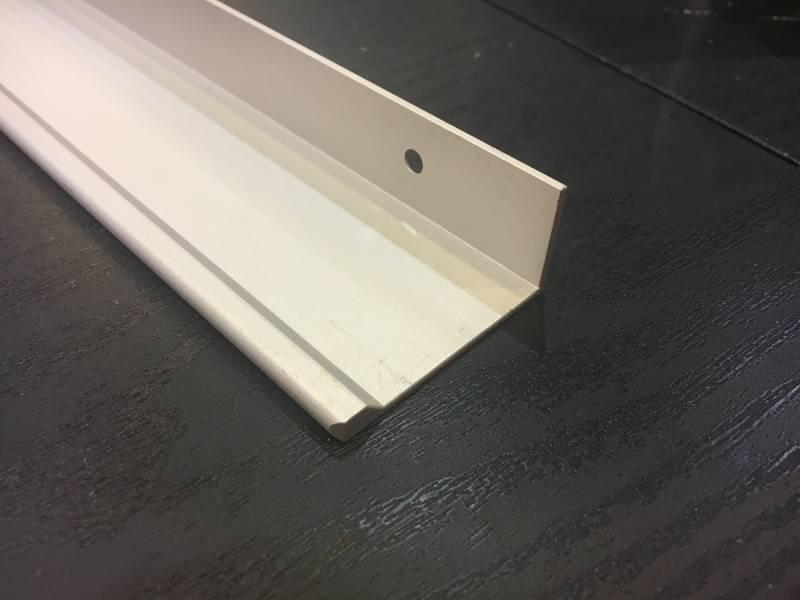
ALUCAD réalise pour vous l'extrusion de votre cornière aluminium sur-mesure.Nous avons la possibilité de réaliser les cornières standard sur votre demande, comme les sur-mesure afin de coller au mieux à vos besoins.Que ce soit sur les dimensions...
En savoir plus
ALUCAD met toute sa technicité à votre service pour produire les profils aluminium les plus performants.Nous avons des capacités d'extrusion qui nous permettent de réduire l'épaisseur de vos profil aluminium jusqu'à 0.7 mm d'épaisseur selon les...
En savoir plus

ALUCAD, votre partenaire pour l'extrusion et l'usinage de vos profils aluminium, met toute ses capacités pour vous fournir vos pièces et profilés alu pour vos panneaux solaires et photovoltaïque.Le profil sur-mesure coupé à longueur pour votre encadrement...
En savoir plus

De par ses capacités en extrusion à sortir des profils aluminium très fins, ALUCAD se place comme un partenaire privilégié dans la création de votre profil pour cadre en aluminium.Que ce soit pour des cadres aluminium de petites tailles (, A3...) ou des...
En savoir plus

Spécialiste de l'extrusion sur-mesure, nous pouvons réaliser votre profil aluminium en U à la taille que vous souhaitez.ALUCAD réalisera pour vous l'extrusion du profil alu avec toute la technicité à sa disposition. Nous pouvons réduire les...
En savoir plus

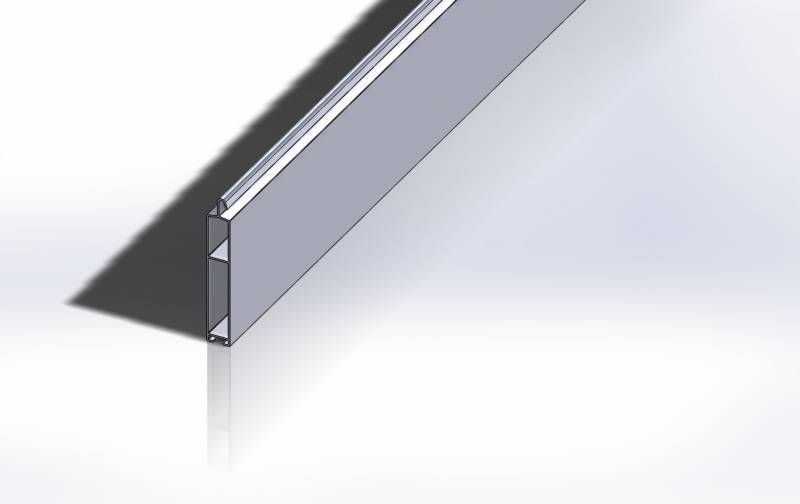
Nous avons ici extruder un profil aluminium de forme rectangulaire avec des épaisseurs allant de 1 mm à 1,2 mm d'épaisseur.C'est l'une des grandes forces d'ALUCAD, arriver à filer des profils aluminium dans de très fines épaisseurs.Nous avons...
En savoir plus

ALUCAD a fait le choix dès sa création de travailler en Chine.Tous nos produits aluminium sont fabriqués en Asie et plus précisément à Foshan dans notre propre usine.Nous extrudons vos profils aluminium par le biais de nos partenaires qui sont...
En savoir plus